In each screw compressor unit is an oil separator included.
For the best performance of an oil separator there are a checking procedure based on the balance between the required electric energy and the required compressor power on the shaft.
80% of all compressor units are misadjusted. In 90% of the cases the adjustment is out side the tolerances, leading to excessive wear on compressor parts, higher energy consumption and oil carry over.
We strongly recommend using a logging over a time period or taking the time for the adjustment.
Creating the balance needs time by compressor unit with more than 100Ltr. of lubrication oil.
The most compressor units are suited with a separate oil injection line to control the discharge temperature. The recommended Discharge temperature is dominated by the used refrigerant.
The recommend discharge temperature: The temperature area , where the adhesion is the lowest between oil and the refrigerant.


 If we look at a damaged shaft seal we see at first only a small damage. but if you look closer teh more you find .
If we look at a damaged shaft seal we see at first only a small damage. but if you look closer teh more you find .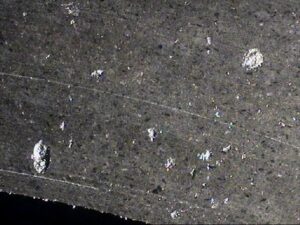 more small damages like very small explosions
more small damages like very small explosions  We find interesting shapes separate at the top from each other bit stil in almost the same area
We find interesting shapes separate at the top from each other bit stil in almost the same area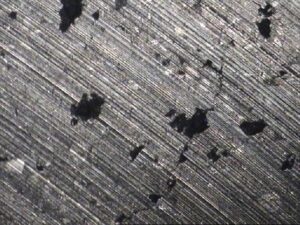 This indicates that small explosions caused the first put in the wear material – not mechanical but by degassing of the lubrication oil.
This indicates that small explosions caused the first put in the wear material – not mechanical but by degassing of the lubrication oil.